


SMC6400运动控制器在绕线机上的应用
因PLC工作可靠、编程方便,目前中、小型PLC已广泛应用于自动化设备中。但PLC要实现多轴联动等复杂的运动控制,则代价很高。为此,雷赛公司开发了SMC6400独立式运动控制器,将运动控制卡优良的运动控制功能与PLC稳定可靠的工作性能、简单的编程方式有机地结合起来。自动化设备研发工程师不需要掌握复杂的VB、VC软件,只用简单的G代码就可以开发出动作复杂的运动控制系统。
下面以一种6轴全自动绕线机的控制系统为例,详细介绍SMC6400独立式运动控制器的特点及应用方法。
1. SMC6400控制器的特点
l 以32位RISC为核心,可控制4轴步进电机、伺服电机,完成各种复杂的单轴、多轴运动;
l 各轴最高脉冲输出频率可达8MHz;
l 多达28路输入28路输出的通用I/O口;
l 采用ISO国际标准G代码编程,易学易用;
l G代码支持2~4轴直线插补、2轴圆弧插补、3轴螺旋插补,多任务、子程序、条件控制、循环控制、变量运算等功能;
l 控制器上可存贮16个程序,程序切换方便;G代码程序最长可达5000行。
2. 六轴全自动绕线机控制系统结构
某公司新近开发的一款特种电机线圈全自动绕线机的外形如图1所示。由于在整个绕线过程中,有大量的直线插补、圆弧插补运动,若选用带有插补功能的PLC,则成本高昂,且程序开发比较复杂。故选用SMC6400运动控制器来弥补PLC的不足。
该设备在一个工作周期内,机器主要完成绞线与绕线两部分动作。为了便于调试与操作,客户要求绞线与绕线两部分动作必须分开控制。

图1 六轴全自动绕线机外形
绕线部分有四个轴。X、Y、Z三轴正好在左右、上下及前后三个方向构成一个空间直角坐标系,分别由三个交流伺服电机驱动滚珠丝杆使导针实现直线插补或螺旋插补轨迹。U轴为旋转轴,即绕线轴,绕线时与排线轴(即前后运动的Z轴)作直线插补运动。而绞线部分只有两个轴,且动作比较简单,故选用一款普通的小型PLC即可。该设备的控制系统结构图如图2所示。
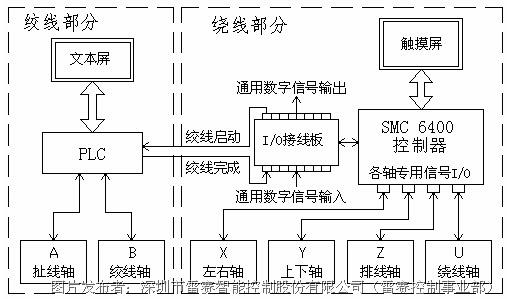
图2 六轴全自动绕线机控制系统结构框图
图2中的各轴专用数字输入信号包括:原点、限位、伺服报警、位置完成等信号;各轴专用数字输出信号包括:电机脉冲及方向信号,伺服使能、报警清除等信号。通用数字输入信号包括:启动、停止、复位按钮、急停开关;气缸位置传感器信号、PLC给出的绞线完成信号。通用数字输出信号包括:发给PLC的绞线启动信号、电磁阀开关信号等。
3. G代码编程
3.1 绘制流程图、时序图
为了使编程思路更加清晰明了,在编写程序之前,根据绕线机工作流程及控制要求,绘制流程图与时序图,如图3、图4所示。
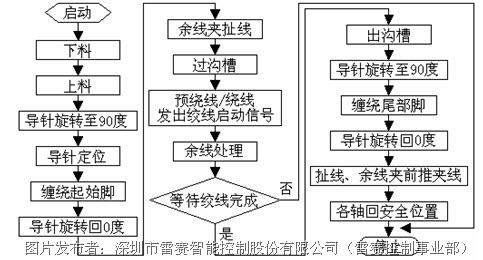
图3 绕线机动作流程图
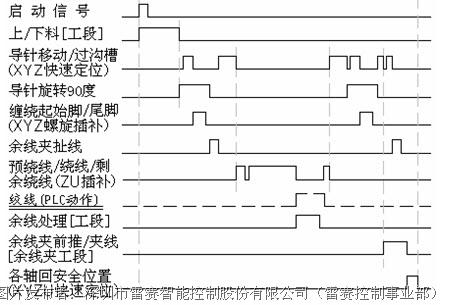
图4 绕线机动作时序图
3.2 程序编写
根据绕线机动作流程图与时序图进行G代码编程。其中,程序中相关参数及各轴坐标可先估算设定,取比较保险、安全的数值为好。
下面针对绕线机控制程序中几个重要部分进行详细分析。
①气缸动作可用M80、M81、M82、M83四条指令进行控制。其中M80、M81控制电磁阀通断;M82、M83读取位置传感器信号的有无。若需要延时,可用G04指令设定延迟时间。
控制下料动作的代码及注释如下:
N50 M80 S5 ;指定Output5开(下料气缸将线圈推出)
N60 M82 S13 ;等待Input13有效(等待下料气缸到位,即:下料传感器ON)
N65 G04 P100 ;延时100毫秒
N70 M81 S5 ;指定Output5关(下料气缸返回)
N75 M83 S13 ;等待Input13无效(下料传感器OFF)
M82、M83指令不断地检测指定的输入信号的状态,直到输入信号有效或无效时,才继续执行下面的指令。
②电机运动可用G00、G01、G02、G03进行控制,或可用G26、G28进行回零操作。此外,为方便编程与调试,还可用G90、G91进行绝对坐标与相对坐标间的切换。
缠绕线圈起始脚及尾部脚的代码及注释如下:
N230 G00 X62 Y-360 Z79 ;快速定位(导针移至缠脚位)
N240 G91 ;切换为相对坐标
N250 M91 C8 ;局部循环8次(缠脚8圈)
N260 G02 X80 Y0 Z0.05 R40 ;顺圆螺旋插补(缠上半圈)
N270 G02 X-80 Y0 Z0.05 R40 ;顺圆螺旋插补(缠下半圈)
N280 M90 ;局部循环结束
N290 G90 ;还原为绝对坐标
N300 G01 X85 Y-370 Z20 F50 ;三轴以高速50%直线插补(过沟槽第一步)
G00、G01、G02指令中X、Y、Z后面的参数为各自的终点坐标值,R后面的参数为半径,单位:毫米;每一条运动指令后面都可以有速度参数F,如果省略F,该指令速度和上一条指令的速度相同;但G00的速度是固定的,如果要调整快速定位的速度,必须在6400控制器的系统参数中进行修改。
循环多次执行相同的运动轨迹时,用相对坐标更为方便。循环指令M91和M90必须成对使用。
③绕线动作虽耗时较多,但并不复杂,只是Z、U两轴反复做直线插补运动。为了防止绕线轴的坐标值无限累积,并且便于实时显示绕线圈数,可于每次绕线开始时用M92指令强制设置U轴的坐标为0。绕线动作代码如下:
N430 M92 U0 ;强制设置U轴坐标为0
N440 M91 C50 ;局部循环50次(绕线10000圈)
N450 G01 Z40 U1000 F100 ;往Z轴正方向绕线一层(100圈)
N460 G01 Z-40 U1000 ;往Z轴负方向绕线一层(100圈)
N470 M90 ;局部循环结束
由于SMC6400具有连续插补功能,故在Z轴两个方向来回逐层绕线的动作是连续进行的,中间没有停顿。
④对于那些在程序不同阶段执行的相同动作,可将其模块化,编写成一段子程序,在需要的时候调用即可。控制导针旋转气缸动作即为一个子程序,代码编写如下:
N210 M98 N1600 ;调用首行号1600的子程序
……
N1600 M81 S12 ;导针定位杆缩回
N1610 M82 S22 ;等待导针定位传感器ON
N1620 M80 S11 ;导针旋转气缸动作90度
N1630 M82 S21 ;等待导针旋转传感器ON
N1640 M99 ;子程序返回
注意:子程序结束处必须要有指令M99。
⑤为了确保每次开机后第一次运行时各轴先执行回原点动作,在程序最前面增加如下代码:
N0 M96 S101 V0 N1800 ;判断变量101的值,若为0则执行子程序
N5 M87 S101 V1 ;给变量101赋值1
……
N1800 G26 X Y Z U ;各轴回原点
N1810 M99 ;子程序返回
3.3 程序调试
调试程序的主要目的是寻找程序中各参数及坐标的最佳值,并调整时序,使得设备能够按要求顺利运行。调试的大致步骤:先根据控制要求设定各轴速度、加速度及脉冲当量等参数;然后手动寻找各轴每一个动作的精确坐标值,以此修改G代码的相应参数;反复运行、修改程序及参数,直至达到理想效果。
4. 人机界面
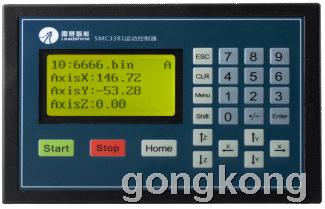
SMC6400控制器可与支持标准Modbus协议的触摸屏进行通讯。事实上,SMC6400已经有一套比较完整的触摸屏程序,用户只需稍作修改即可使用。在这套触摸屏程序中,不仅有自动操作、手动操作、参数设置、相关信息显示及用户密码设定等常规功能,而且可以直接在触摸屏上编写、修改、浏览G代码程序。SMC6400控制器G代码编程有两种常用方式。若系统简单且程序较短,可在控制器与触摸屏正常通讯后,直接在触摸屏上编写G代码。触摸屏编辑界面如图5所示。

图5 触摸屏G代码编辑界面
若系统相对复杂时,则可借助于计算机,先用PC机的文本编辑软件,如:Word、写字板,以行为单位依次编写G指令;编写完成后将其拷贝至G代码编译软件,编译生成G文件,再通过U盘将生成的G文件下载至SMC6400控制器。
5. 总结
经过一段时间的调试,电机线圈全自动绕线机达到了设计要求,X、Y、Z轴的重复定位精度达0.01 mm,最大速度达200 mm/s;U轴重复定位精度达0.1度,最高转速为9000 r/min。该设备得到电机厂认可,已投入正常生产。
综上所述,SMC6400运动控制器运用G代码编程,不仅可以完成复杂的多轴运动控制,而且程序简单直观,程序开发时间短。在控制多轴联动方面比一般中小型PLC更有优势。




 投诉建议
投诉建议
提交

雷赛控制SMC632E高性能总线运动控制器

雷赛亮相2015深圳机械展
雷赛智能 SMC3381经济型一体化运动控制器

携手共赢,雷赛诚邀软件合作商

雷赛智能亮相第71届中国国际医疗器械(春季)博览会